

Evitar la degradación de la madera
Por Angel Lanchas Hervalejo
Desde que comienza a utilizarse la madera como materia prima existe la preocupación por evitar su degradación. Como primer paso, esta preocupación lleva a la selección de la especie más adecuada dependiendo del uso particular que se le quiera dar.
A partir de esta selección, y con el mismo objetivo, se recurre a todo tipo de tratamientos de prevención, que en general eran poco efectivas hasta mediados del siglo pasado (como consecuencia del escaso conocimiento científico de la propia madera y de los agentes que originan su degradación), comenzándose a utilizar la impregnación con creosotas.
Hoy, parece probado que el sistema de mayor efectividad protectora de la madera continúa siendo el tratamiento químico por impregnación.
Dado que, cada vez, resulta más difícil utilizar especies de madera adecuadas a su posterior aplicación concreta, la utilización de maderas “tratadas” con objeto de incrementar su durabilidad natural ha aumentado de forma espectacular en los últimos años.
Simplificando, la impregnación consiste en poner en contacto la madera con productos químicos específicos con objeto de conseguir una serie de reacciones que “fijen” en la madera sustancias que incrementen su durabilidad.
Existirán, por tanto, dos factores que intervienen en el proceso de impregnación: uno físico (poner en contacto el producto impregnante con la madera) y otro químico (utilizar un producto impregnante que consiga el efecto deseado).
Referente al tratamiento químico, existen en el mercado una elevada cantidad de compuestos que consiguen, en mayor o menor medida, resultados válidos, todos ellos con ventajas e inconvenientes.
Una clasificación general de dichos compuestos podría ser:
- Creosotas: aceites de composición química compleja procedentes de procesos de destilación de carbón o petróleo.
- Hidrosolubles: mezclas de compuestos químicos (básicamente inorgánicos) utilizados bajo disolución acuosa en concentraciones determinadas.
- Orgánicos: mezclas de compuestos químicos (básicamente orgánicos) disueltos en productos procedentes de la destilación del petróleo.
- Hidrodispersables: mezclas de principios activos no hidrosolubles a los cuales se añade emulsionantes o dispersantes a efecto de poder utilizarlos con base acuosa.

El tratamiento óptimo de la madera sería aquel que se realiza en la totalidad del volumen de la misma. Consecuentemente, sería preciso hacer que el producto impregnante entre en contacto con la totalidad de dicho volumen.
Puesto que únicamente tenemos acceso a la parte externa de la madera, será preciso considerar aspectos tales como la propia estructura de la madera, sus dimensiones, la mayor o menor presencia de agua en sus cavidades, la naturaleza del producto impregnante, etc., dado que serán factores que influirán en la consecución de dicho propósito.
Podría hacerse una división de los sistemas usuales de aplicación de los productos impregnantes en función de si se realizan a presión atmosférica o u otro nivel de presión.
Sistemas que se realizan a presión atmosférica:
- Pincelado: aplicación del protector mediante pinceles o rodillos.
- Pulverizado: aplicación del protector mediante boquillas de pulverización de diferentes grados.
- Inmersión: inmersión de la madera en tanques abiertos llenos de protector durante diferentes tiempos y temperaturas.
Normalmente estos procesos se emplean únicamente para grados de protección superficial.
Sistemas que se realizan modificando la presión:
- Célula llena (Bethel): el principio de este tratamiento es rellenar las células de la madera con producto impregnante. Para ello, se realiza un vacío inicial para posteriormente inundar el recipiente con impregnante y elevar la presión del mismo. Después de mantener un tiempo determinado dicha presión se realiza un vacío final.
- Célula vacía (Rueping, Lowry): en contraste con el anterior no se realiza vacío inicial, elevándose la presión incluso antes de inundar el recipiente, ejecutando vacío final.
- Cíclicos (OPM y APM): repetir ciclos de presión-vacío o de atmosférica-alta presión (hasta 500 ciclos) pudiendo ser precedidos de vaporización de la madera.
- Particulares: pulverización bajo vacío, impregnación con productos disueltos en gases licuados, utilización de impregnantes gaseosos, etc.
Estos procesos suelen emplearse para grados de protección profunda.
Si hablamos de procedimientos en los cuales se modifica la presión atmosférica, implícitamente estamos refiriéndonos a sistemas que utilizan algún tipo de recipiente a presión donde se introducirá la madera a tratar.
Los recipientes más adecuados para dichos procesos son los autoclaves.
Un autoclave es un recipiente hermético, adecuado para soportar presión (interna o externa) con un acceso de fácil abertura que permita la utilización de toda su sección útil y cuya estanqueidad aumente con la presión.
Como norma general, los autoclaves se construyen de forma cilíndrica dado que esta geometría es la más adecuada para soportar presión.
Si sometemos a un recipiente cilíndrico a presión, los esfuerzos que aparecen en las secciones longitudinales son dobles a los que aparecen en las secciones circunferenciales. Esta consideración es importante porque va a ser el diámetro del equipo y no su longitud lo que limite su resistencia.
El material utilizado en su construcción se fija en función de la resistencia y del producto impregnante a utilizar. Normalmente, se utilizan aceros al carbono de alto límite elástico, que satisfacen plenamente los requerimientos resistentes, pero con los que hay que realizar las siguientes consideraciones debido a la problemática de corrosión que pueden presentan:
- Las creosotas inhiben la corrosión en los aceros.
- Los orgánicos no afectan al acero, pero sí al cobre y a las aleaciones del cobre (latón y bronce).
- Los hidrosolubles y, en menor medida, los hidrodispersantes favorecen la corrosión. Es preciso incrementar sobreespesores de corrosión y proteger las superficies interiores.
Las uniones de cada una de las “virolas” y “fondos” se realizan mediante procedimientos de soldadura por arco sumergido con control radiográfico y/o ultrasónico. Las diferentes “tubuladuras” se construyen sobre la base de tubos estirados sin soldadura y las distintas uniones de los mismos con procedimientos de soldadura TIG.
El sistema de apertura se construye partiendo de aros forjados de acero, sobre los cuales se mecanizan las ranuras y cajas necesarias para después tallar en las mismas sectores de cierre y alojar las juntas.
Estos aros son soldados al cuerpo del equipo y al fondo delantero montándose a continuación las bisagras o pescantes que soportarán el conjunto aro-fondo delantero cuando sea preciso realizar la apertura.

Los sectores de cierre son elementos “críticos” en los autoclaves. De su correcta ejecución y posicionamiento en servicio va a depender que el equipo pueda soportar las elevadas cargas que se generarán en la puerta durante el servicio. A modo de ejemplo, la puerta de un autoclave de 2.000 mm de diámetro durante las fases de presurización ha de soportar cargas del orden de 450.000 Kg
La estanqueidad se consigue utilizando juntas de perfiles especiales, normalmente alojadas en las cajas del aro fijado al cuerpo del autoclave y construidas con materiales adecuados a los productos impregnantes a utilizar (silicona, etc.).
El correcto diseño del perfil de la junta garantizará una correcta estanqueidad inicial que irá incrementándose con la presión.
Un adecuado proceso de diseño y fabricación asegurará los puntos anteriormente señalados permitiendo incorporar en esta fase los elementos generadores de vacío y presión.
Para realizar vacío se utilizan bombas de paletas rotativas con caudales adecuados a las capacidades de los equipos. Dichas bombas pueden llegar a conseguir grados de vacío de hasta 0,5 mbar absolutos disponiendo de condensadores que recuperan el disolvente en el caso de utilizar orgánicos.
La presión se consigue mediante aire comprimido o bombas centrífugas multietapa.
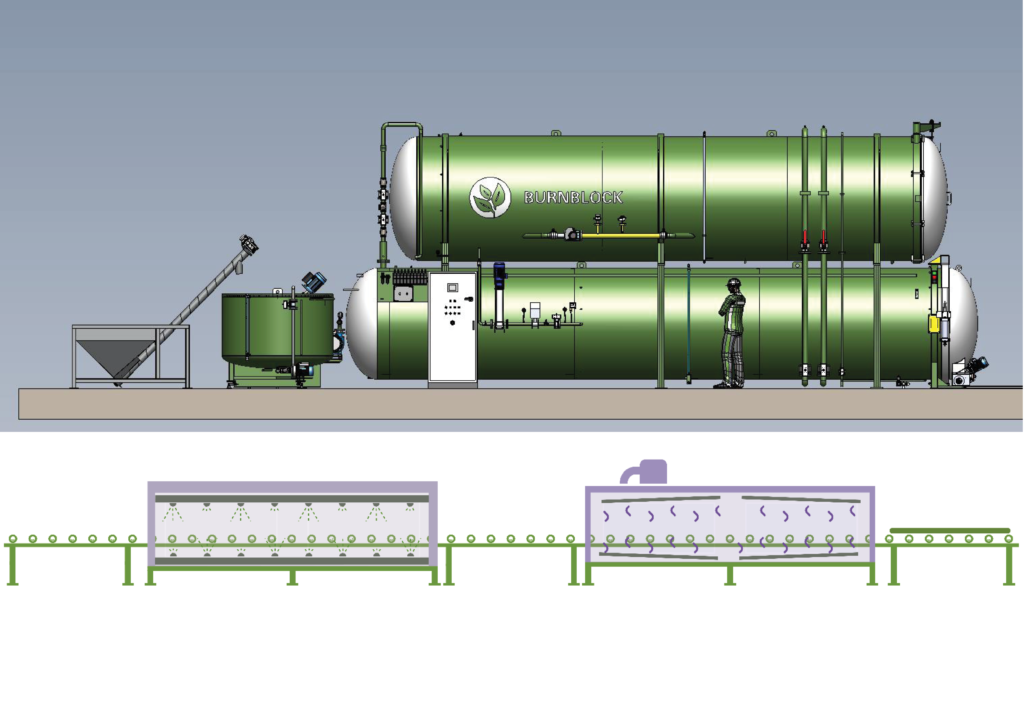
Hasta ahora, únicamente nos hemos estado refiriendo al autoclave, pero realmente deberíamos hablar de “plantas” de tratamiento, dado que en un proceso de impregnación no solamente interviene el autoclave, sino que será preciso disponer, según los diferentes procesos, de depósitos de almacenamiento, depósitos o sistemas de mezclado, elementos de calentamiento, elementos generadores de presión y vacío, sistemas de regulación y control, entre otros.

